Korzyści ekonomiczne z farby proszkowej
- ekonomiczny ze względu na niski procent odpadów,
- prawie 100% farby jest przenoszone na powierzchnię roboczą,
- z nadmierną ilością farby, która nie osadza się na malowanej powierzchni podczas natryskiwania, można ją ponownie użyć,
- technologia jest wysoce zautomatyzowana, co zapewnia łatwość szkolenia pracowników bez konieczności konserwacji powłoki,
- minimalna utrata materiału podczas malowania (1-4%),
- około 95% farby zebranej podczas czyszczenia urządzenia można ponownie wykorzystać, dlatego usuwanie farb proszkowych jest bardzo duże,
- z powodu braku rozpuszczalników nie jest wymagany ani czas na jego odparowanie, ani koszt usuwania oparów.
Korzyści dla środowiska wynikające z zastosowania farby proszkowej
- nie zawiera szkodliwych związków organicznych,
- technologia jest przyjazna dla środowiska
- zmniejszone ryzyko pożaru,
- minimalny zapach chemiczny,
- technologia poprawia sanitarno-higieniczne warunki pracy,
- stężenie substancji lotnych uwalnianych podczas polimeryzacji nigdy nie osiąga maksymalnej dopuszczalnej normy.
Główne zalety powłok proszkowych w porównaniu z farbami rozpuszczalnikowymi
- doskonałe właściwości dekoracyjne i fizyko-chemiczne powłok polimerowych, nieosiągalne tradycyjnymi metodami malowania,
- osiąga się powłoki polimerowe wyższej jakości i lepsze właściwości użytkowe,
- produkty do powlekania bez powierzchni podkładowej
- ze względu na zawartość 100% suchej masy powłoka proszkowa jest nakładana jednowarstwowo, w przeciwieństwie do drogich wielowarstwowych powłok płynnych,
- porowatość powłoki proszkowej jest znacznie mniejsza. Większość polimerowych farb proszkowych ma lepsze właściwości antykorozyjne i udarnościowe w porównaniu do farb konwencjonalnych,
- malowanie proszkowe nie wymaga specjalnego przygotowania ani kontroli lepkości, ponieważ farby proszkowe są dostarczane konsumentowi w postaci gotowej do użycia,
- straty w lakierowaniu proszkowym wynoszą tylko 1-4%, podczas gdy straty w malowaniu płynnym wynoszą około 40%,
- stwardnienie proszkowej powłoki polimerowej następuje w ciągu zaledwie 30 minut,
- farby proszkowe nie wymagają dużych pomieszczeń do przechowywania,
- wysoka wytrzymałość powłoki proszkowej minimalizuje uszkodzenia pomalowanych produktów podczas transportu, a ponadto zmniejsza koszty pakowania.
Możliwe wady lakierowania proszkowego
- podczas procesu barwienia wymagany jest osobny pojemnik dla każdego koloru,
- konieczna jest precyzyjna kontrola procesu malowania, aby zapobiec możliwości wybuchu,
- nałożenie bardzo cienkiej warstwy farby może być trudne,
- możliwe są trudności z malowaniem w niskich temperaturach,
- pewne ograniczenia w użyciu, na przykład w przypadku niestandardowych form przedmiotów lub konstrukcji prefabrykowanych.
SPRZĘT DO STOSOWANIA FARB PROSZKOWYCH NA BIAŁORUSI, FARBY PROSZKOWE. NA WSZYSTKIE PYTANIA SKONTAKTUJ SIĘ Z NAMI, POMAGAMY POMOCĄ!
Charakterystyka i zastosowania powłoki proszkowej
Farba proszkowa to ciekła kompozycja na bazie żywic polimerowych z utwardzaczami i modyfikatorami płynięcia. Pigmenty dodane do koloru. Temperatura przetwarzania w komorze wynosi 200–250 stopni. Technologia malowania proszkowego jest stosowana w przypadku produktów, które mogą wytrzymać bez deformacji temperaturę, w której piekła się powłoka.
Najbardziej rozpowszechniona technologia otrzymała:

- w przemysłowej produkcji wyrobów metalowych,
- w metalurgii
- w produkcji materiałów budowlanych.
Metodą tę barwi się także szkło, ceramikę, MDF.
Farba proszkowa obejmuje szeroki segment towarów i konstrukcji, w tym:
- meble, sprzęt AGD,
- instrumenty medyczne, sprzęt,
- sprzęt sportowy
- blachy, profile aluminiowe.
Główne zalety i wady lakierowania proszkowego
Malowanie proszkowe dobrze chroni powierzchnię. Farba leży w gęstej warstwie o grubości 35–250 μm, liczba porów jest mniejsza. Jedna warstwa zastępuje 2–3 warstwy zwykłej farby. Gładka, trwała powłoka nie rysuje, nie ulega uszkodzeniu podczas transportu.

Technologia pracy pozwala zbierać farbę rozpyloną w powietrzu do ponownego użycia. Utrata kompozycji barwiącej jest zminimalizowana, wynosząc 1-4% całkowitej masy. Proces malowania metalu jest prosty, łatwy, nie wymaga dużej liczby pracowników. Czynniki te zmniejszają koszty nakładania na metr kwadratowy konstrukcji.
Korozja malowanego w ten sposób metalu jest wykluczona. Produkty metalowe nie blakną pod wpływem światła słonecznego, koloru, jakość powłoki nie zmienia się w żadnych warunkach pogodowych. Zróżnicowana paleta ma wiele odcieni, odtwarza złożoną fakturę brązu, granitu, srebra. Połysk zmienia się od matowego do błyszczącego.
Farba proszkowa dostarczona przez producenta jest już gotowa do użycia, rozpuszczalnik nie jest używany. Części malowane proszkowo nie są zagruntowane.
Wady lakierowania proszkowego obejmują:

- kompozycja nie jest barwiona, wybór pochodzi z gotowej palety odcieni,
- niemożność ręcznego stosowania, tylko w warunkach warsztatowych na sprzęcie specjalnym,
- w przypadku wady malowania metalu niemożliwe jest ustalenie oddzielnego obszaru, część jest całkowicie odmalowana
- materiał części metalowej musi wytrzymać 200–250 stopni, co nie zawsze jest możliwe,
- wymiary części zależą od wymiarów komory polimeryzacyjnej.
Malowanie proszkowe
Malowanie metalu odbywa się w trzech etapach. Farbę proszkową nakłada się na przygotowaną powierzchnię. Po rozpyleniu kompozycji barwiącej część jest wysyłana do pieca polimeryzacyjnego.
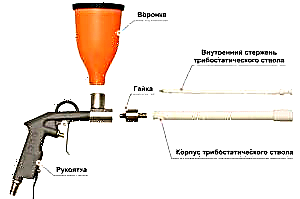
Do malowania wymagany jest następujący sprzęt:

- Komora aplikacji Wyposażony w zasysanie powietrza do zbierania farby, zwracania jej lub recyklingu.
- Pistolet natryskowy. Wraz z podajnikiem tworzy narzędzie do malowania proszkowego.
- Podajnik
- Komora polimeryzacyjna. Tworzy temperaturę wystarczającą do zakończenia procesu.
Instalacja składająca się z pistoletu natryskowego i podajnika tworzy mieszaninę substancji barwiących z powietrzem, tworzy pochodnię, daje ładunek elektryczny cząstkom farby. Kształt palnika zależy od zainstalowanej dyszy pistoletu. Naładowane cząstki osadzające się na przedmiocie są utrzymywane przez siłę przyciągania elektrycznego.
Istniejące metody mieszania
Metody aplikacji według rodzaju otrzymywania cząstek ładunku nazywane są elektrostatycznymi i trybostatycznymi.
Metoda elektrostatyczna ładuje ładunek elektrodą koronową pod wysokim napięciem 20–100 tysięcy V. Instalacje elektrostatyczne są mocniejsze i wydajniejsze. Zmniejszając napięcie elektrody zwiększa prędkość strumienia powietrza.
Efekt trybostatyczny osiąga się poprzez tarcie cząstek o siebie i materiał korpusu pistoletu. Korpus pistoletu w celu zwiększenia tarcia jest wykonany z fluoroplastu.
Rośliny trybostatyczne są tańsze, wydajność jednostek jest mniejsza niż w przypadku elektrostatycznych. Procent sedymentacji cząstek w części poniżej. Nie wszystkie farby do metalu są przeznaczone do ładowania przez tarcie, musisz wybrać specjalne lub użyć dodatków adaptacyjnych. Części pistoletu zużywają się i wymagają wymiany. W trybie trybostatycznym wygodniej jest przetwarzać części o złożonym kształcie, rowkach i wcięciach. Metoda elektrostatyczna w takich warunkach nie jest skuteczna, pozostawia bezproduktywną.
Skład żywic mieszaniny dzieli się na trzy kategorie:
- farby epoksydowe
- kompozycje epoksydowo-poliestrowe,
- farby poliestrowe.
Właściwości farby proszkowej

Ciekłe barwniki są znane i znane wszystkim, w tym artykule porozmawiamy o farbie proszkowej, która ze względu na swoje unikalne i zaawansowane technologicznie właściwości najprawdopodobniej będzie odgrywać wiodącą rolę w powłokach lakierniczych i lakierniczych w najbliższej przyszłości, ponieważ jest to najszybciej rozwijający się segment przemysłu farb i lakierów na świecie.
Po raz pierwszy farba proszkowa zaczęła być stosowana w latach 60. ubiegłego wieku, stale rozwijając i udoskonalając technologię. Początkowo jej koncepcja opierała się na powlekaniu metali suchymi farbami, które następnie topiono, tworząc jednolite zabarwienie całego obiektu. Rozpoczęto stosowanie farb termoplastycznych, ale od kilku dziesięcioleci preferują farby termoutwardzalne, które mają zwiększoną odporność i trwałość oraz mają szersze zastosowanie.
Farba proszkowa nie zawiera rozpuszczalnika, co stanowi dodatkowy plus dla konsumentów.
Jego zastosowanie, szczególnie w przypadku dużej liczby produktów, jest bardziej ekonomiczne niż stosowanie farb płynnych. Nakładanie farby proszkowej odbywa się metodą elektrostatyczną i dalszym wypalaniem i praktycznie nie wpływa na ekologię środowiska.
Charakterystyka farby proszkowej

Jak wiadomo, farba proszkowa jest stałą, wieloskładnikową kompozycją, w której rolę rozproszonego medium odgrywają nie rozpuszczalniki i woda, ale powietrze. Pomimo tego, że tak zwana „sucha pozostałość” kompozycji ma bardzo zbliżony skład do składu farby w płynie, ich właściwości mają znaczne różnice. I to właśnie środowisko rozproszone w powietrzu pozwala tego rodzaju materiałom do malowania i lakierowania być bardziej skutecznym niż tradycyjne powłoki - przejawia się to w cechach ekonomicznych, technicznych i nie tylko środowiskowych. Nawet przechowywanie i transport takiej farby jest znacznie łatwiejsze, ponieważ nie ma potrzeby używania specjalnych szczelnych pojemników o sztywnej pozycji blokowania.
Błonotwórcze właściwości farby proszkowej uzyskuje się dzięki cząstkom stałym zawartym w jej składowi, a także specjalnym żywicom błonotwórczym, utwardzaczom i wypełniaczom, które wraz z docelowymi dodatkami tworzą stałą zdyspergowaną kompozycję. W zależności od obecności specjalnych pigmentów barwiących w kompozycji rozróżniać systemy:
Barwiona farba proszkowa ma większą gęstość i jest stosowana szerzej jako warstwa nawierzchniowa - w zależności od spektrum kolorów.
Są one również nazywane lakierem proszkowym - są stosowane do nakładania na powierzchnię, która musi pozostać przezroczysta, na przykład do lakierowania produktów z tworzyw sztucznych i przewodzących, a także do lakierowania produktów z drewna w produkcji mebli.
 Ponieważ rozproszone medium farby proszkowej unosi się w powietrzu, a jego głównym składnikiem są cząstki stałe, to znacznie odróżnia go od zwykłych farb płynnych, a zatem dla takich stałych kompozycji proszkowych, które różnią się od właściwości charakterystycznych dla substancji ciekłych, stosuje się zasadniczo różne wskaźniki jakościowe.
Ponieważ rozproszone medium farby proszkowej unosi się w powietrzu, a jego głównym składnikiem są cząstki stałe, to znacznie odróżnia go od zwykłych farb płynnych, a zatem dla takich stałych kompozycji proszkowych, które różnią się od właściwości charakterystycznych dla substancji ciekłych, stosuje się zasadniczo różne wskaźniki jakościowe.
Główną właściwością farby proszkowej jest dyspersja. Jego skład powinien być jednorodny, stabilny fizycznie i chemicznie, z optymalnym rozmiarem cząstek wynoszącym około 50–100 mikronów. Aby zachować zgodność z rozdrobnieniem powłoki, rozmiar cząstek nie powinien przekraczać 300–330 mikronów.
Jakościowe cechy farby zależą również od stopnia płynności kompozycji i jej higroskopijności. Podczas nakładania kompozycji na powierzchnię konieczne jest przestrzeganie specjalnej techniki w celu spełnienia wszystkich wymagań dotyczących kompozycji powłokowych i niezbędnego zestawu właściwości gotowych materiałów - w celu utworzenia skutecznej powłoki i cienkiej warstwy aplikacji. Tradycyjnie stosowane metody, takie jak natryskiwanie, zanurzanie, nakładanie wałkami i pędzlami itp., Są absolutnie nieodpowiednie do nakładania farby proszkowej; zamiast tego stosują bardziej nowoczesne technologicznie metody, na przykład natryskiwanie, aerozol, elektrostatyczne i stosowanie złoża fluidalnego.
Skład farb proszkowych
 Ze względu na skład chemiczny istnieją takie odmiany, jak:
Ze względu na skład chemiczny istnieją takie odmiany, jak:
- Farby na bazie termoplastów
W farbach termoplastycznych nie zachodzi przemiana chemiczna podczas nakładania - cząsteczki materiału oddziałujące ze sobą stapiają się, a stop jest schładzany. Środki tworzące film mają termoplastyczność i rozpuszczalność, a skład pozostaje podobny do materiału wyjściowego.
- Farby termoutwardzalne
Technologia farb termoutwardzalnych obejmuje przekształcenia chemiczne, nadając otrzymanym powłokom stopienie i nierozpuszczalność oraz znacznie zmieniając składnik chemiczny. Do tej pory udział farb termoutwardzalnych wynosi prawie 80% całości.
Polimery w farbie proszkowej
W zależności od nazw polimerów lub oligomerów uwalniane są farby z innym rodzajem substancji tworzących film. To jest na przykład:
- żywica epoksydowa
- poliester
- polichlorek winylu
- polietylen
Na początku opracowano farby epoksydowe, a dziś są one stosowane jako aktywne, pomimo obecności innych rodzajów. Mają doskonałą wytrzymałość mechaniczną, dobrą przyczepność i są odporne na rozpuszczalniki. Wadą tego materiału jest zażółcenie po przegrzaniu, nie pogarsza ono właściwości ochronnych, ale psuje wygląd.
Farby na bazie poliestru nie żółkną; są stosowane do fasad, samochodów i innych obiektów zewnętrznych. Kolejną cechą wyróżniającą jest to, że są mniej odporne na rozpuszczalniki.
A zatem jeśli chodzi o klasyfikację tej drugiej cechy obejmuje to farby do produkcji następujących powłok:
- przeciw tarciu
- izolacja elektryczna
- odporny na warunki atmosferyczne
- odporny na chemikalia
Produkowane są farby proszkowe o dowolnym odcieniu i połysku. Mogą mieć wysoki połysk i głęboki mat. Istnieją również specjalne farby, na przykład:
- przód
- wielokolorowy
- antykorozyjny
- Metaliczny
- młotek
- wysoki cynk
Aplikacja farby proszkowej
 W przeciwieństwie do konwencjonalnej cieczy użycie proszku jest niezwykle ekonomiczne - podczas malowania produktów farbą na bazie rozpuszczalników potrzeba trzy razy więcej niż w przypadku stosowania farby dyspersyjnej w powietrzu, dzięki czemu farba proszkowa stała się powszechna w wielu obszarach.
W przeciwieństwie do konwencjonalnej cieczy użycie proszku jest niezwykle ekonomiczne - podczas malowania produktów farbą na bazie rozpuszczalników potrzeba trzy razy więcej niż w przypadku stosowania farby dyspersyjnej w powietrzu, dzięki czemu farba proszkowa stała się powszechna w wielu obszarach.
Jego główną zaletą jest to, że można go stosować w masowej produkcji produktów, ponieważ metodę elektrostatyczną można z łatwością zastosować na powierzchni dużej liczby produktów.
Używając specjalnych kabin lakierniczych do nakładania farby proszkowej, uzyskuje się estetyczną powłokę o wysokiej wytrzymałości - w ten sposób produkty ceramiczne, zarówno drewno, jak i szkło i wyroby metalowe, na przykład aluminium i stal, i wiele innych są malowane. Opłacalność tej metody aplikacji jest dodawana przez fakt, że nadmiar farby można odzyskać i wykorzystać do aplikacji na następną partię produktów.
Podczas pracy z produktami metalowymi, ze względu na ich przewodność elektryczną, skuteczna jest również trybostatyczna metoda nakładania farby, przy czym możliwe jest uzyskanie wysokiej jakości powłoki na skomplikowanych komponentach i szczegółach. Ponadto farba proszkowa jest z powodzeniem stosowana do nakładania na wyroby ceramiczne, szklane i polimerowe. Powłoka polimerowa ma najbardziej estetyczny wygląd i ma najlepszą warstwę ochronną.
Ze względu na wysoką technologię i zdolność do uformowania jednolitej warstwy powłokowej na całej powierzchni, farba proszkowa jest szeroko stosowana w wielu gałęziach przemysłu, od powlekania sprzętu elektrycznego, artykułów sportowych, produktów rolnych i sprzętu gospodarstwa domowego, po obróbkę antykorozyjną rur i profili wiertniczych i wzmacniających oraz zastosowanie w przemysł motoryzacyjny jako podkład i do obróbki różnych powierzchni. A możliwość stosowania pigmentów w szerokiej gamie kolorów, w liczbie ponad trzystu odcieni, sprawia, że farby proszkowe są jeszcze bardziej popularne na rynku farb i lakierów.
Tabela Zakresy farb proszkowych.
| Rodzaj farby proszkowej | Korzyści | Wady | Zakres zastosowania |
|---|---|---|---|
| Żywica epoksydowa | Wysoka przyczepność, wytrzymałość mechaniczna i odporność chemiczna na wilgoć, alkalia, węglowodory alifatyczne i aromatyczne, oleje smarowe, paliwa, ropę naftową. Zakres temperatur roboczych wynosi od –60 do +120 ° С. Właściwości dielektryczne powłok są dość wysokie. | Niska odporność na promieniowanie ultrafioletowe i odpowiednio niska odporność na warunki zewnętrzne, niska odporność na ciepło, tendencja do żółknięcia podczas utwardzania | Ochrona przed korozją produktów narażonych na działanie chemikaliów, a także stosowanych w pomieszczeniach: - meble metalowe, - sprzęt gospodarstwa domowego |
| Poliester epoksydowy | Stosunkowo niska cena i dobra jakość otrzymanych powłok. Farby wytwarza się przez połączenie oligomeru epoksydowego i poliestrowego. Powłoki mają piękny wygląd, dobry połysk i jednolity kolor, są odporne na wodę, wodne roztwory soli, rozcieńczone zasady i kwasy | W porównaniu z powłoką epoksydową - zmniejszona odporność na chemikalia, trudność uzyskania matowych powłok podczas utwardzania w niskiej temperaturze | Kolorystyka produktów używanych w pomieszczeniach: - meble metalowe, - sprzęt oświetleniowy, - ogrzewanie elektryczne i sprzęt gospodarstwa domowego, - różne metalowe elementy wyposażenia |
| Poliester | Wystarczająco wysoka odporność na czynniki atmosferyczne, odporność na światło, wytrzymałość mechaniczna i elektryczna, zwiększona odporność na ścieranie. Popraw wygląd produktu ze względu na jego wysoki połysk. Dobra przyczepność do metali | Właściwości alkaliczne i dielektryczne są nieco niższe w porównaniu do farb epoksydowych i epoksydowo-poliestrowych. | Do malowania produktów narażonych na stałe czynniki atmosferyczne: - panele elewacyjne - maszyny rolnicze, rowery - klimatyzacja - inne wyroby i konstrukcje metalowe na wolnym powietrzu |
Farby proszkowe epoksydowe
Farby epoksydowe i lakiery podczas ich rozwoju zyskały dobrą reputację i dziś są bardzo popularne zarówno wśród specjalistów, jak i zwykłych ludzi, którzy nie codziennie spotykają się z naprawami lub pracami budowlanymi. Farby epoksydowe to farby, których głównym składnikiem jest epoksyd.

Nowe matowe farby proszkowe na bazie żywic akrylowych i nanododatków
Projekt badawczy naukowców z Wielkiej Brytanii i Grecji przewiduje opracowanie nowych zaawansowanych surowców na bazie polimerów i materiałów kompozytowych, a także technologii przetwarzania i produkcji nowych farb proszkowych.

Produkcja farb proszkowych
Jak już wiadomo, farby mają długą historię, są szeroko stosowane, a to przynosi korzyść osobie. Stosowanie farb w życiu codziennym było powszechne nie tak dawno temu, ale ludzie natychmiast zdali sobie sprawę, ile przydatnych można się od nich nauczyć. Okazało się, że oprócz transformacji wizualnej również pomalowana powierzchnia lub przedmiot przyborów domowych trwa dłużej!
Struktura farby proszkowej
Skład i składniki strukturalne farby proszkowej to mieszanina stałych cząstek polimeru i pigmentów barwiących, dla których czynnym medium nie jest ciekły rozpuszczalnik, ale strumień powietrza. I chociaż chemiczne składniki kompozycji proszkowych są podobne do składu ciekłych farb, w praktyce ich właściwości operacyjne i cechy są różne.
Kluczową kwestią jest brak frakcji ciekłej, który wynika z:
- zmniejszenie wymagań dotyczących przechowywania i transportu farby proszkowej,
- dłuższy okres trwałości
- bez szkodliwych oparów,
- brak substancji palnych i zagrożenie pożarowe.
Podstawą farb proszkowych są polimery, które zapewniają przyczepność do powierzchni i stopienie powłoki proszkowej. Oprócz zasady skład mieszaniny obejmuje:
- wypełniacze w postaci tlenków metali, na przykład tytanu i aluminium,
- pigmenty odpowiedzialne za właściwości kolorystyczne farby,
- środek na bazie żywicy
- utwardzacze do żywic epoksydowych
- estry żywic akrylowych.
Wszystkie składniki farb proszkowych mają suchą frakcyjną konsystencję, która charakteryzuje się płynnością i długim okresem przechowywania. Pigmenty i wypełniacze stanowią około 50% całego składu. W zależności od rodzaju i właściwości pigmentu farby mogą różnić się kolorem i teksturą powłoki, stopniem elektryfikacji i przyczepnością.
Pigmenty stosowane w formulacjach proszkowych są całkowicie identyczne z pigmentami stosowanymi w tradycyjnych farbach akrylowych. Ich liczba i stosunek w kompozycji zależy od rodzaju farby, jej przeznaczenia i ostatecznego koloru. Kolor różni się nie tylko gamą, ale także głębokością cienia, obecnością lub brakiem połysku metalu, a także teksturą powłoki.
Rodzaje i polimery stosowane w farbach proszkowych
Oprócz dwóch głównych kategorii, które charakteryzują metodę tworzenia filmu, istnieje wiele rodzajów farb proszkowych w zależności od rodzaju bazy chemicznej i przeznaczenia. Według rodzajów substancji błonotwórczych farby to:
- żywica epoksydowa - na bazie żywicy, charakteryzuje się wysokim stopniem wytrzymałości, odpornością na rozpuszczanie, dobrą przyczepnością do powierzchni, ale ma tendencję do żółknięcia w wysokich temperaturach,
- poliester - mają doskonałe właściwości estetyczne, zachowują czystość koloru, wykazują odporność na wpływy atmosferyczne i mechaniczne, ale są wrażliwe na rozpuszczalniki chemiczne,
- polichlorek winylu - optymalne farby do projektowania i stosowania wewnętrznego w pracach zewnętrznych i wewnętrznych, mają dobrą trwałość i różnorodność palet kolorów i tekstur,
- polietylen - charakteryzuje się odpornością na ciepło, toleruje obciążenia mechaniczne i ma właściwości hydrofobowe, idealny do malowania komunikacji rurociągowej,
- poliamid - kategoria dekoracyjna do dekoracji wnętrz wewnątrz i na zewnątrz budynków.
Ze względu na cel i stopień odporności wyróżnia się również takie rodzaje farb, jak farby odporne na warunki atmosferyczne, antykorozyjne, cynkowe, elektroizolacyjne i chemoodporne. Z ich pomocą malują części mechanizmów i urządzeń, wsporniki i konstrukcje metalowe do instalacji zewnętrznych, a także rurociągi magistralne, w tym podwodne.
Ponadto farba proszkowa jest dostępna w niektórych kategoriach do specjalnych zastosowań, takich jak elewacja, faktura, wielokolorowy i z metalicznym połyskiem. Korzystając z tych kolorów, możesz tworzyć różne kompozycje, symulować materiały i realizować wszelkie pomysły projektowe. Numer koloru, połysk i indywidualne właściwości farby określa producent.
Epoksydowe powłoki proszkowe
Farby epoksydowe do metalu są trwałe, odporne na chemikalia, olej i paliwo. Podkład dla nich nie jest wymagany, same mogą być podkładem przed nałożeniem ciekłych powłok proszkowych. Grubość nałożonej warstwy wynosi do 500 mikronów.
Farba epoksydowa nie przewodzi prądu elektrycznego, ze względu na swoje właściwości izolacyjne jest poszukiwana w przemyśle elektrotechnicznym i radiotechnicznym podczas malowania metalu, który wymaga ulepszonych właściwości antykorozyjnych. Metale żelazne, fosforan stali ocynkowanej, aluminium i stopy aluminium są chromowane. Powstaje odporna na uderzenia powłoka o dobrej przyczepności.

Epoksydowe poliestrowe powłoki proszkowe
Powłoki epoksydowo-poliestrowe są bardziej dekoracyjne. Na ich podstawie można uzyskać złożone tekstury wytłaczanej skóry, efekty postarzonej powierzchni, szeroką paletę metalicznych odcieni o różnym stopniu połysku. Wadą powłoki epoksydowo-poliestrowej jest zmniejszona odporność na warunki atmosferyczne i słaba odporność na procesy korozji metali.

Powłoki proszkowe poliestrowe
Farby proszkowe poliestrowe - odporne na warunki atmosferyczne, mocne mechanicznie, odporne na ścieranie powłoki. Wysoka przyczepność kompozycji poliestrowych umożliwia powlekanie wszystkich rodzajów metali, w tym stopów lekkich. Dobrze izolują prąd. W reakcji z alkaliami warstwa farby ulega zniszczeniu.
Cechy technologii malowania proszkowego i polimeryzacji
Nakładanie farby proszkowej odbywa się w trzech etapach:
- Przygotowanie powierzchni Obejmuje usuwanie zanieczyszczeń i nakładanie dodatkowych powłok konwersyjnych w celu zwiększenia właściwości ochronnych i trwałości.
- Aplikacja farby w kabinie lakierniczej.
- Utwardzanie w piekarniku w wysokiej temperaturze.
Konieczne jest chemiczne odtłuszczanie metalu do malowania. Resztki oleju, chemikaliów lub wilgoci mogą powodować przebarwienia, przebicia lub zatonięcia. Przedmiot jest sprawdzany pod kątem ostrych krawędzi, zadziorów, spawów i lutowania metalu.
Konieczne jest oczyszczenie powierzchni z rdzy i kurzu. Nadanie dodatkowych właściwości poprzez fosforanowanie powierzchniowe, chromianowanie lub pasywację zależy od wymagań dotyczących powłoki.
Komora aplikacyjna jest wyposażona w system odzyskiwania, który zwraca mikrocząstki do podajnika.

Temperatura utwardzania każdego rodzaju farby jest podana przez producenta w dołączonych dokumentach i z reguły wynosi 180-200 stopni. Przez temperaturę polimeryzacji rozumie się temperaturę powierzchni przedmiotu obrabianego, a nie temperaturę trybu pracy pieca.
Utwardzanie farby w komorze polimeryzacyjnej zaleca się przeprowadzać w niskich temperaturach i przez długi czas. Zwiększy to twardość i pozwoli uniknąć wad powłoki, takich jak sękata skóra i zwiotczenie.
Masywne produkty metalowe zaleca się wcześniej ogrzać, aby okres pozostawania części w piecu był wystarczający do końcowego utwardzenia. Pył w pokoju jest niedozwolony. Zabrania się transportu metalowego produktu farbą nie chłodzącą.